Corrosion mapping ultrasonic examination
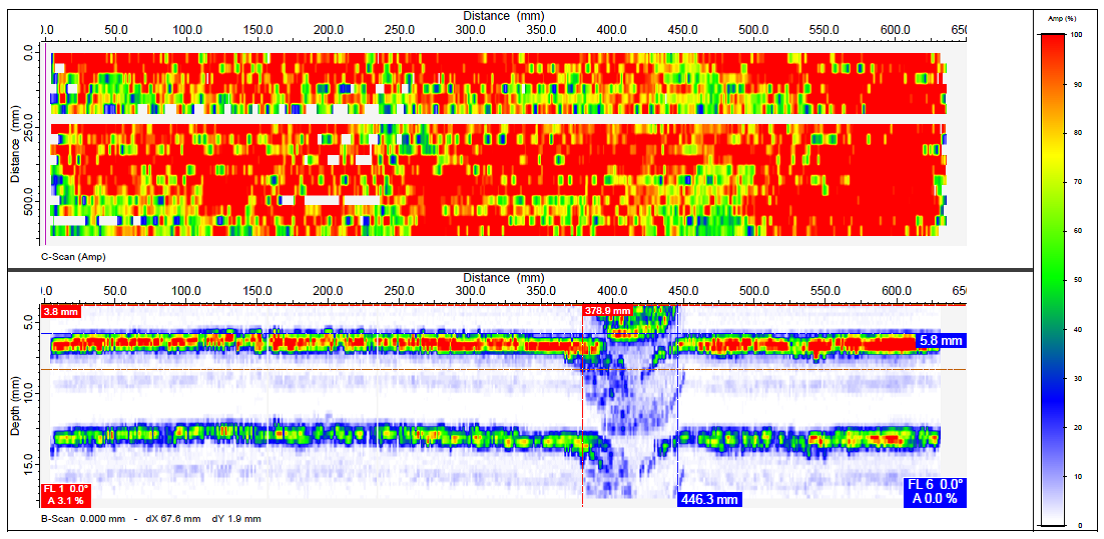
It’s commonly used to determine the status of the corrosion on shell, heads, piping, ect. Can also be applied to verify the presence of step wise cracks or to monitor the progression of these discontinuities. The output is self explaining and allow o determine exactly the depth of the corrosion or the cracks, as showed in the picture.